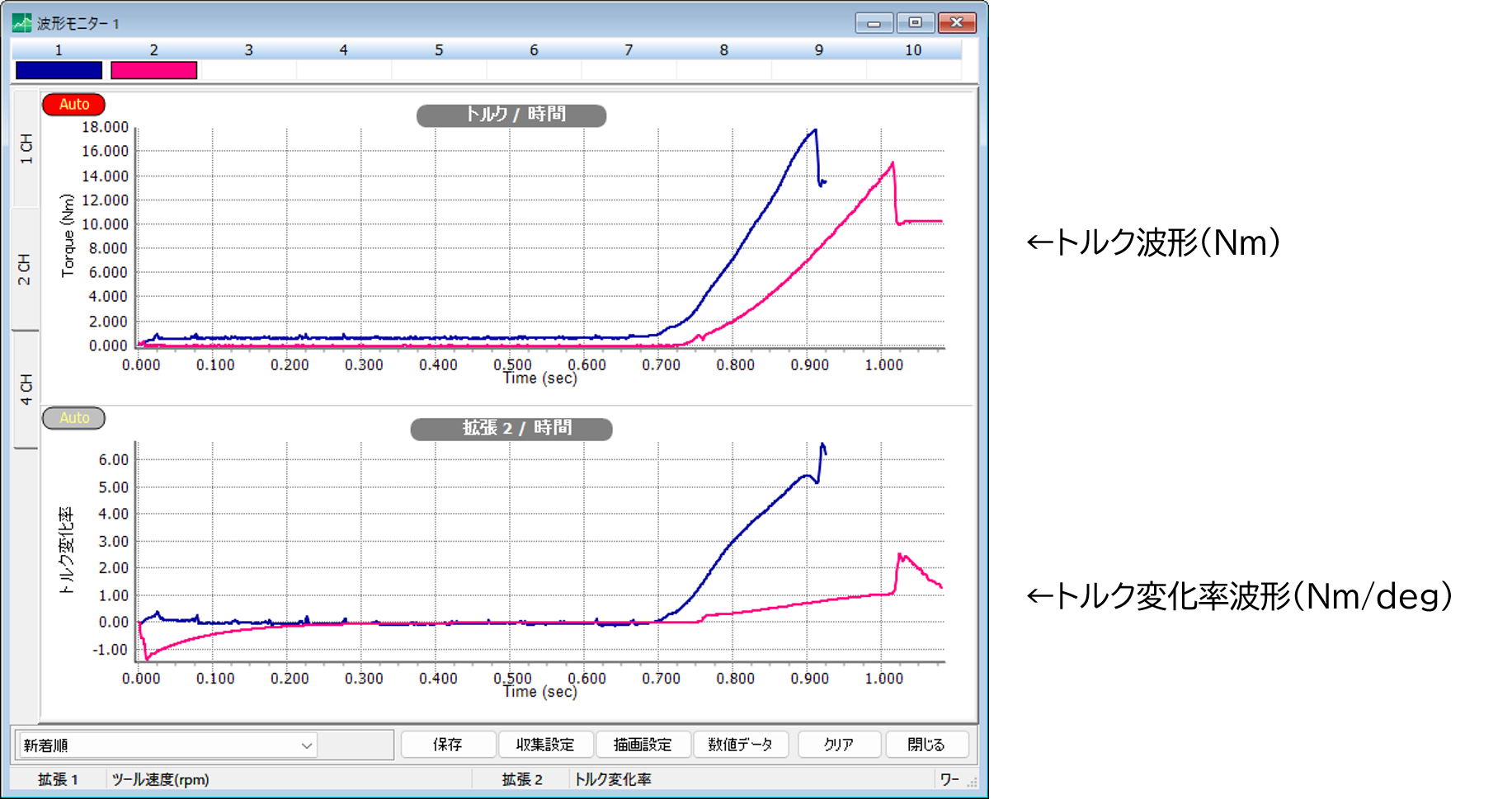
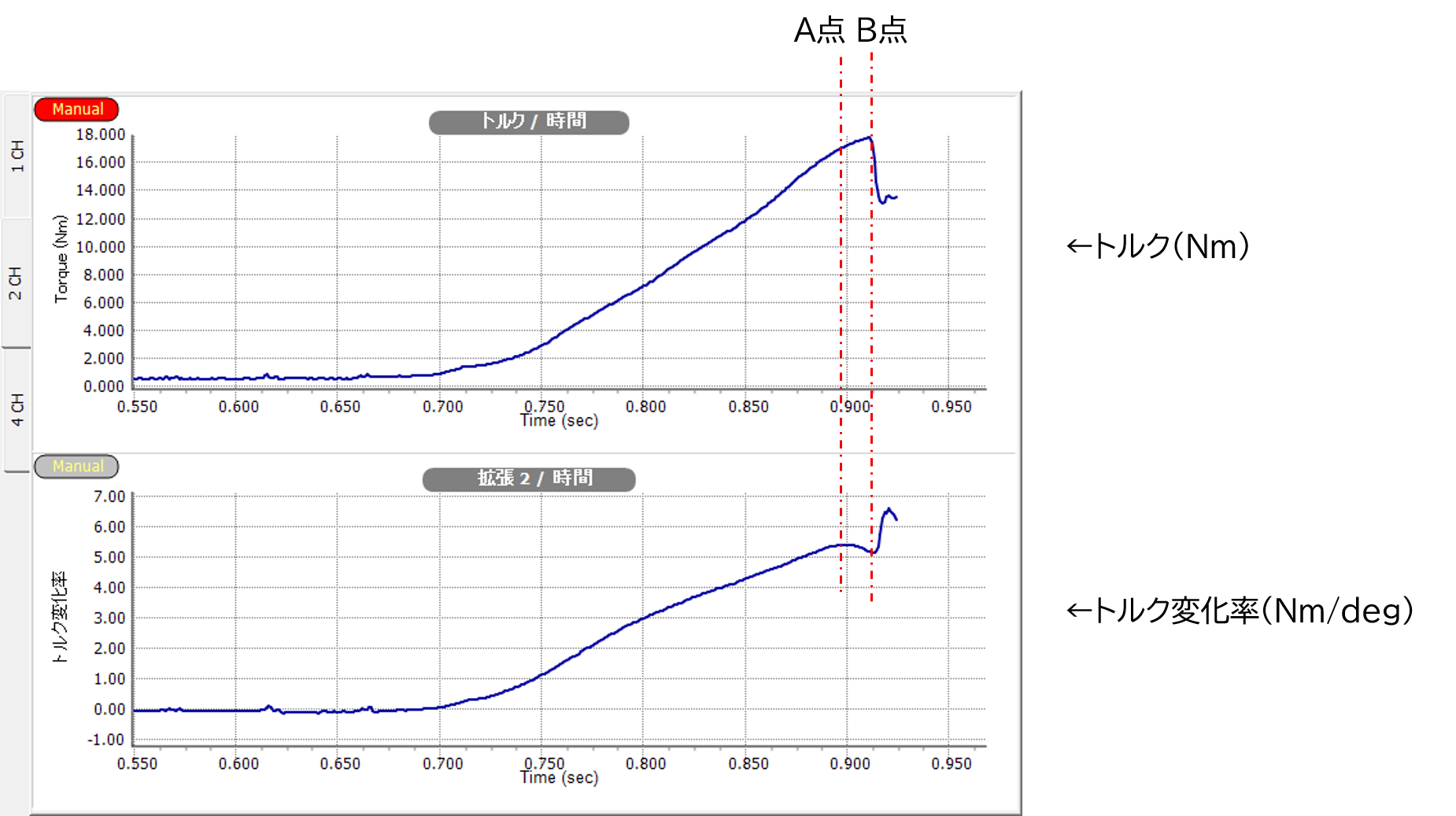
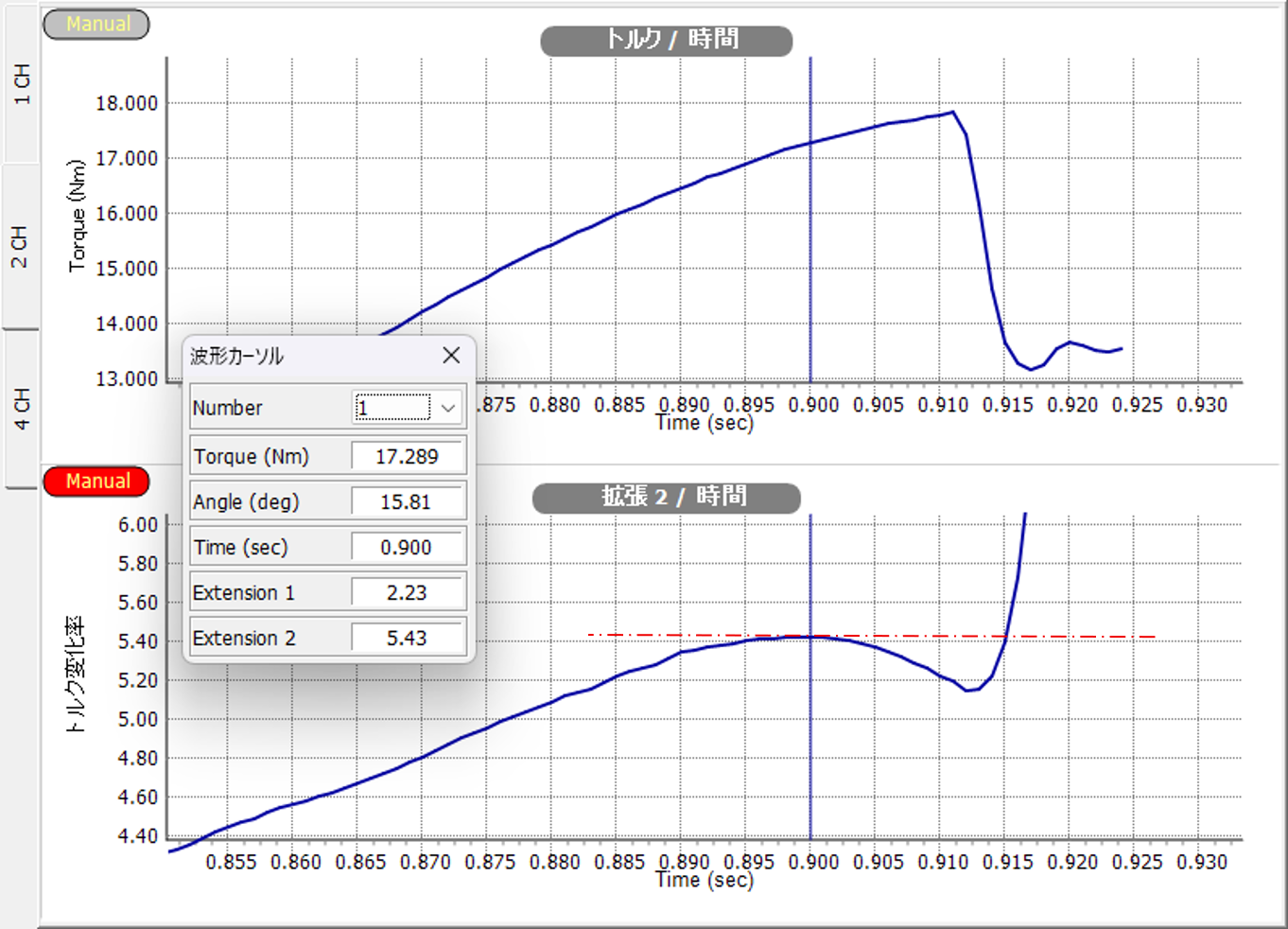
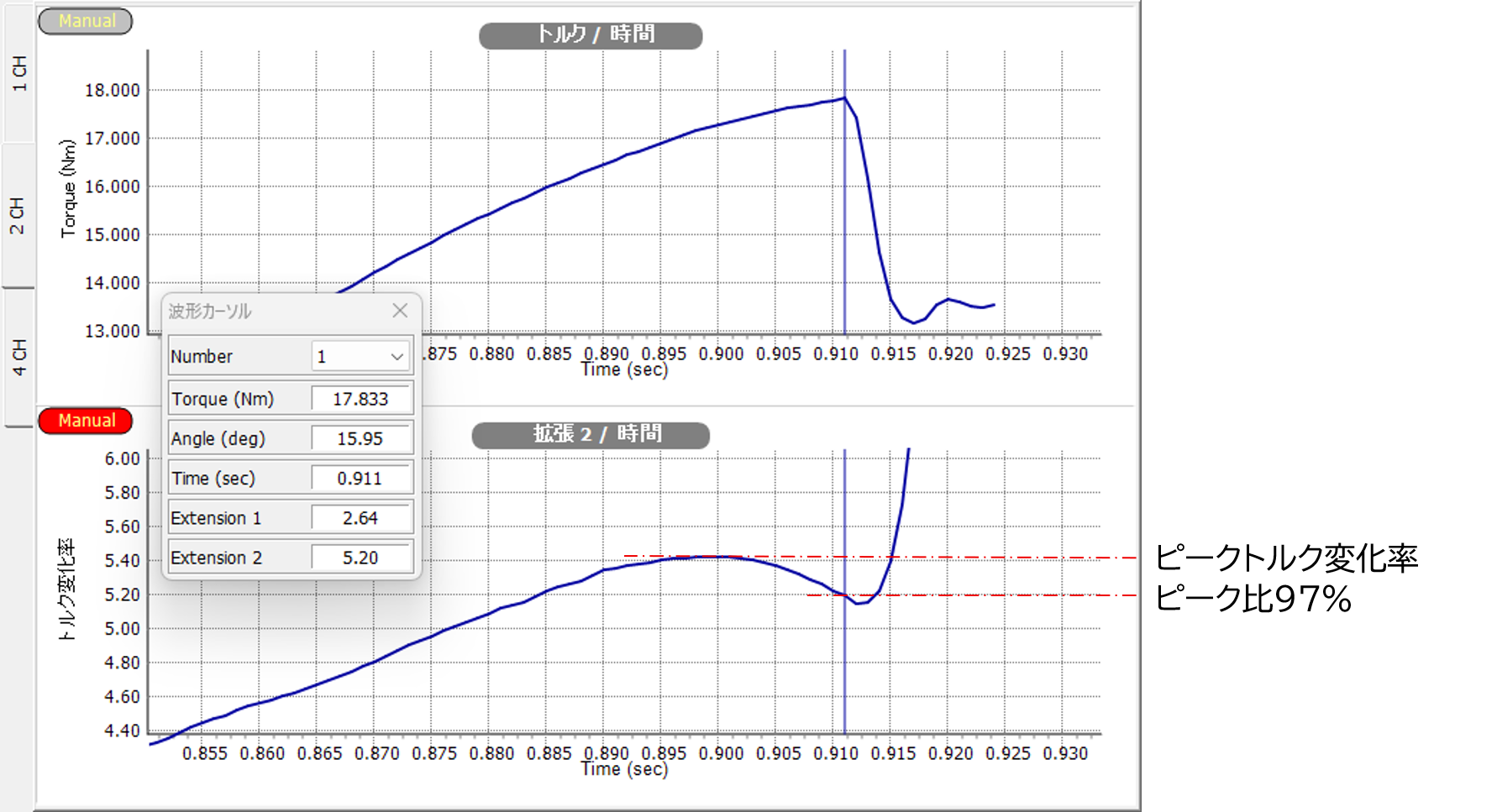
【イールド制御で実現】ナットランナーでの増し締め検査 2025.07.23【ナットランナー】 HOME ブログ 【ナットランナー】 【イールド制御で実現】ナットランナーでの増し締め検査 CONTENTSコアテックならではの増し締め検査概要使用機材動作手順コアテックのイールド法の特徴結果 コアテックならではの増し締め検査 コアテックのナットランナーは、ノイズが少ない滑らかなトルク変化率のカーブが得られるのが特徴です。僅かなトルク変化率の差でも正しく検出することが可能です。これによってナットランナーでワーク毎にイールド点が取得でき、増し締めが可能となります。 概要 一旦締め付けたねじをそのまま再度ゆっくりと増し締めを行うと、疑似的なイールド点が見られます。これはねじと母材間の摩擦係数が静止摩擦係数から動摩擦係数に移行する際に現れる疑似的なイールド点です。この特性を利用することで増し締め検査が行えます。 使用機材 ナットランナー 型式:2304S 最大トルク:34Nm コントローラ 型式:WPS-NR75B 負荷 M12ハイテンションキャップボルト 動作手順 1. 15Nmを目標としトルク法による締め付けを行います。2. 増し締め検査プログラムを実行します。減衰率は97%に設定します。 コアテックのイールド法の特徴 1. ワーク毎の固有のイールドポイントをプログラムにより検出。代表的な特性による仮定のトルク変化率とは異なります。2. 検出されたイールドポイントに対して、指定した減衰率まで締め付けを実施します。3. ノイズの少ない滑らかなトルク変化率カーブにより微小なトルク変化率の差を検出可能です。 結果 15Nm目標のトルク法による波形と増し締め検査の波形 増し締め検査の波形 A点付近拡大(画像をクリックすると拡大します) ーイールドポイント=トルク変化率のピーク プログラムの記述によりトルク変化率のピーク=イールドポイントを検出。 B点付近拡大(画像をクリックすると拡大します) -イールド点のトルク変化率を基準として97%に減衰したポイント ナットランナー商品ページ Tweet Hatena RSS Pin it 【ナットランナー】 ナットランナー, 使い方 【サンプルテスト事例】①食品用フィルム APIを使って独自アプリを作ろう 関連記事一覧 トルク保持モードとは 2025.09.29【ナットランナー】 ナットランナーの基礎知識 2025.12.08【ナットランナー】 ”そのねじ”のイールド点は検出できるのか? 2025.09.29【ナットランナー】