”そのねじ”のイールド点は検出できるのか?
下記グラフは増し締め検査による疑似的なイールド点を捉えたものです。
ナットランナーツール:2520S 最大トルク:160Nm
ねじ:M20 ハイテンション六角ボルト
WPSシステムではノイズの少ない滑らかなトルク変化率の波形をモニターすることができます。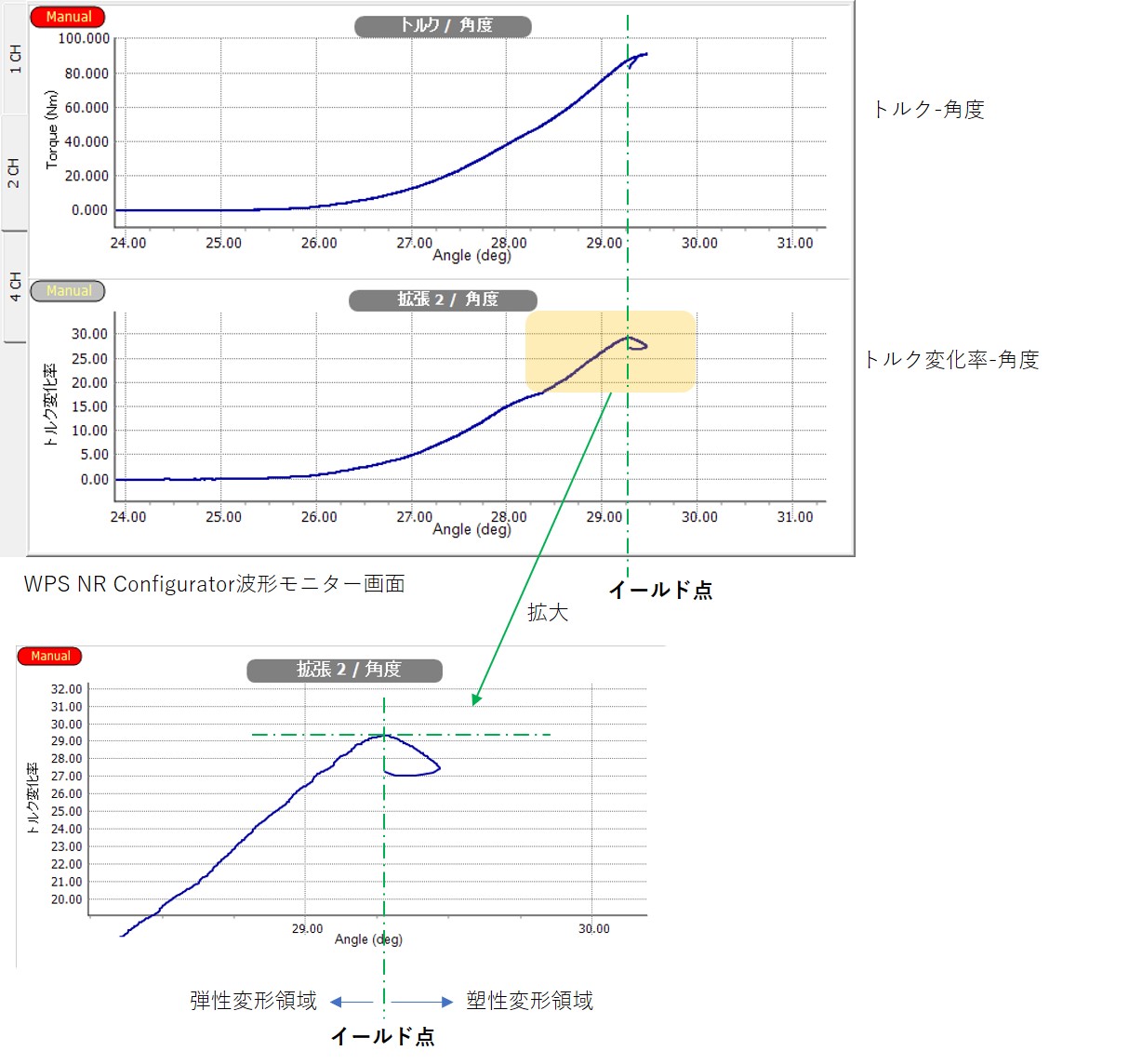
WPSシステムでトルク変化率のピークを検出するプログラムの抜粋を下記に示します。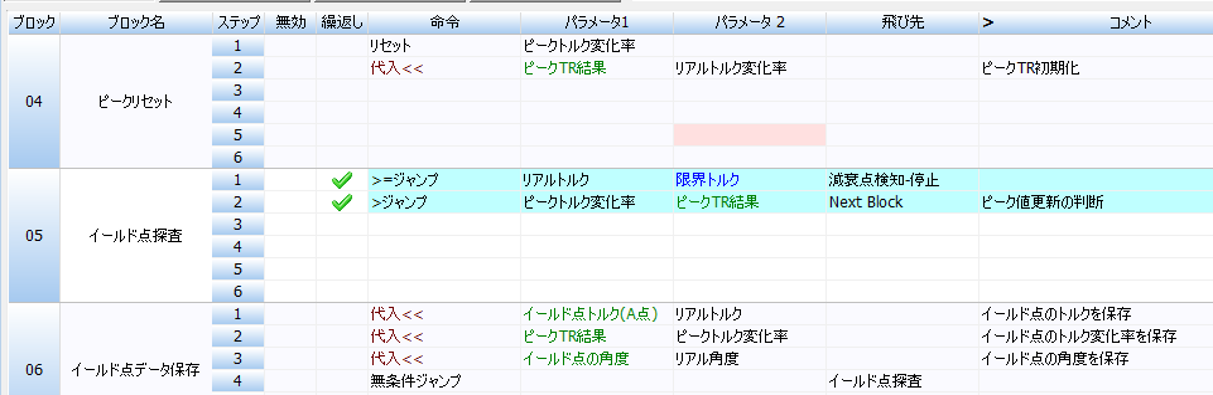
WPSシステム独自のプログラム方式をフローチャートに変換すると下図のようになります。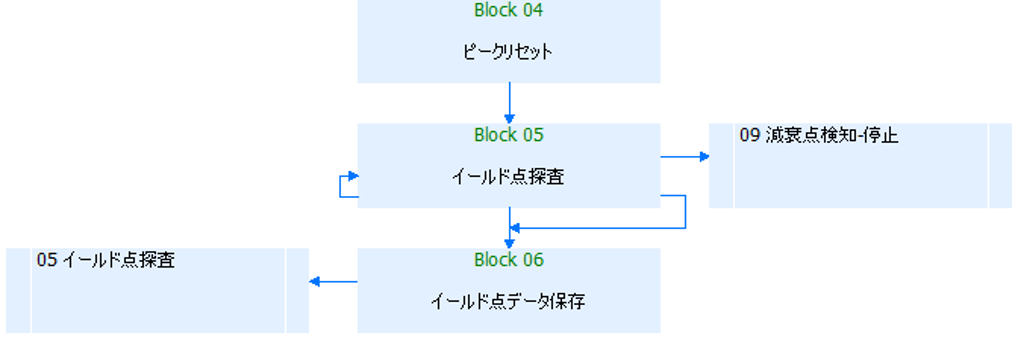
Block5 イールド点探査の詳細
ピークトルク変化率を常時監視し、ピーク値が更新された場合はBlock6に飛び、数値を保存します。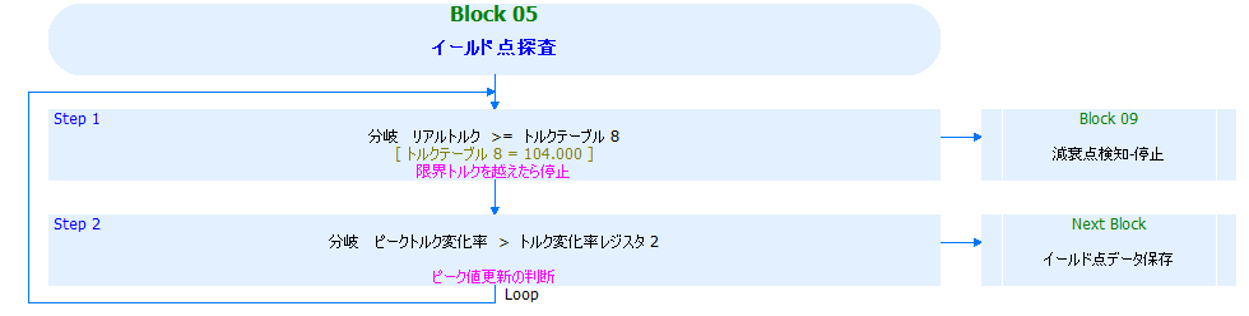
Block6 イールド点データ保存の詳細
トルク変化率のピーク値が更新されると、トルク、角度、トルク変化率を各レジスタに保存します。
その後、再度イールド点探査に戻ります。最終的には各レジスタにイールド点の数値が残されます。
このようなアルゴリズムによりWPSシステムでは締め付け対象となるねじの固有のイールド点を検出できます。
イールド点を検出する部分に加えて、Block7以降で減衰率の算出等を行います。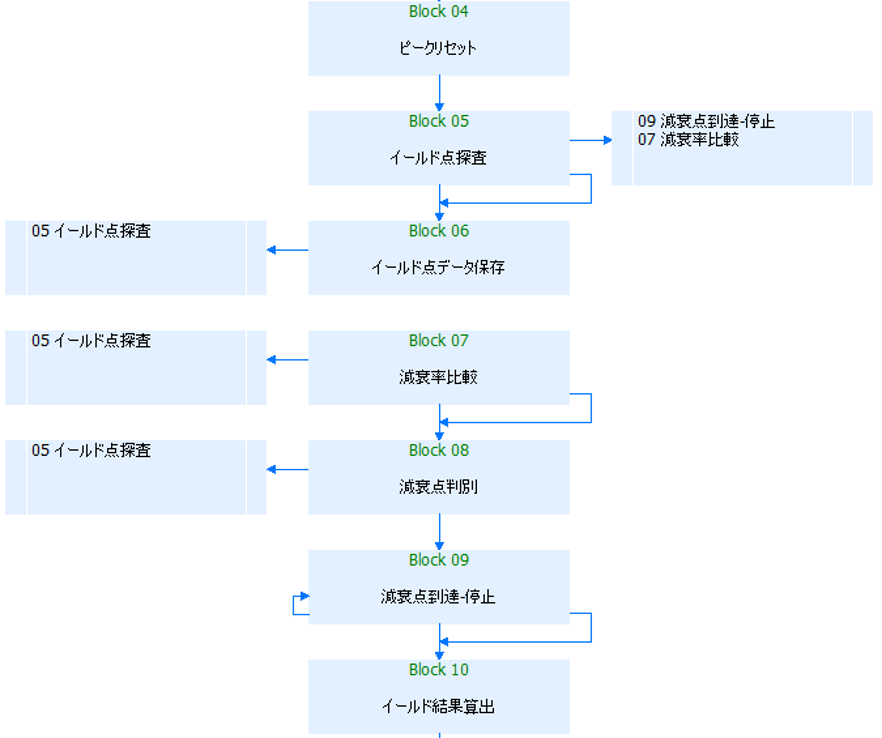
Block07 減衰率比較の詳細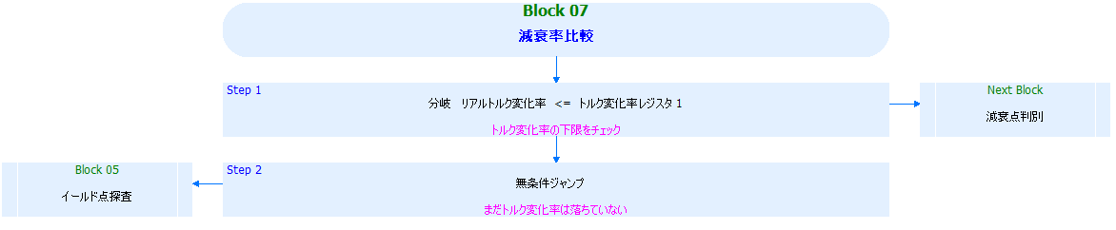
Block08 減衰点判別の詳細