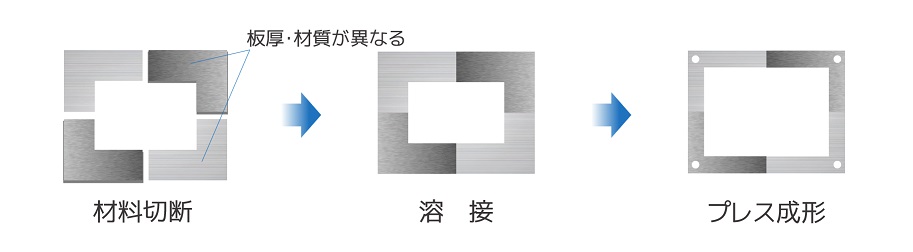
テーラードブランクとは?溶接部分の自動外観検査機をご紹介


コアテックのPOLASTAR(ポーラスター)シリーズは、多関節ロボットに取り付けた3Dカメラヘッドと3Dデータを解析するコントロールBOXをパッケージ化した溶接外観検査システムです。
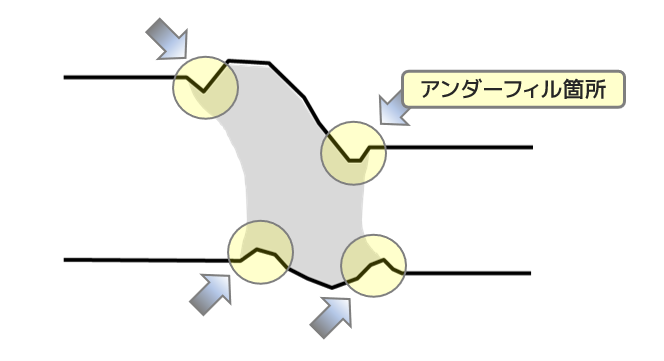
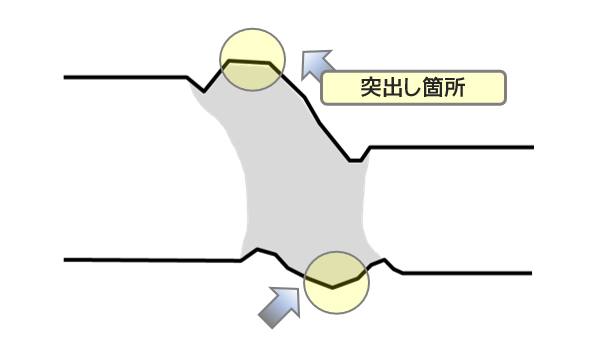
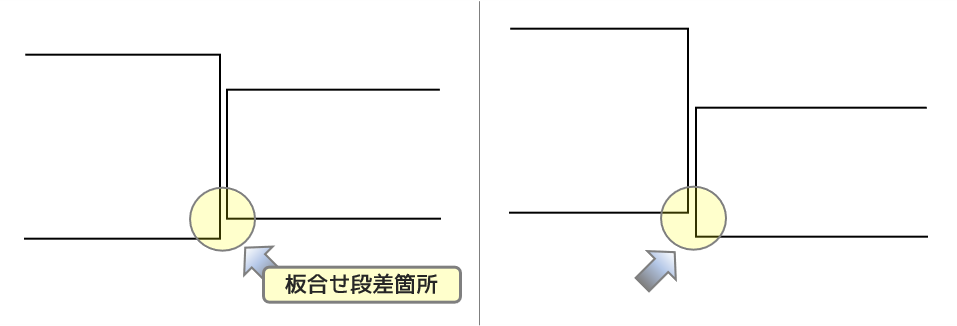
汎用品の3Dカメラシステムでは形状比較で良否判定を行うことが多いですが、POLASTARは溶接の外観検査専用に開発した30を超える検査項目で、3Dデータを解析し検査項目ごとに寸法を出します。各寸法が閾値内であるかどうかを基に良否判定を行います。
また1か所に対して2回以上のスキャンを合成する機能も搭載しており、ワーク形状が複雑になりやすいテーラードブランクでも、3Dスキャンしやすいのが特長です。
溶接外観検査の自動化を実現するコアテックのPOLASTAR。現状の目視検査による外観検査の課題を解決します。…
アーク溶接の外観検査だけでなく、レーザー溶接の外観検査項目にも対応しています。3Dデータ化した溶接形状を解析し、各検査項目ごとに数値で判定します。形状比較ではないため、数値での品質管理が可能です。