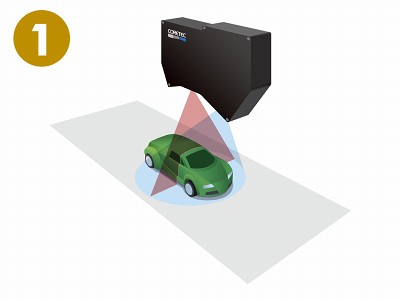
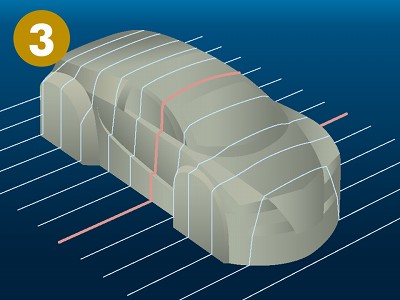
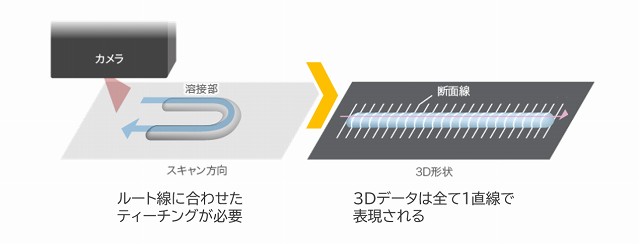
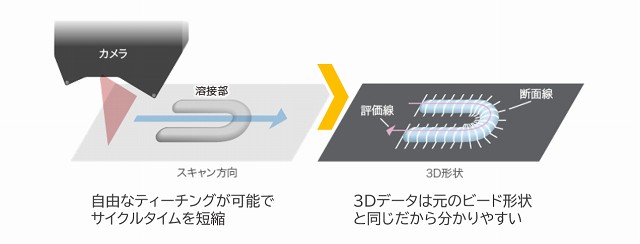
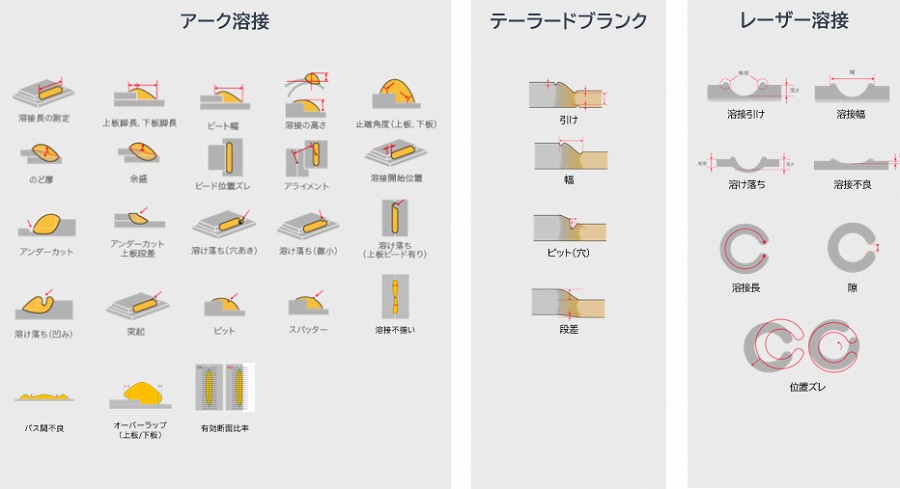
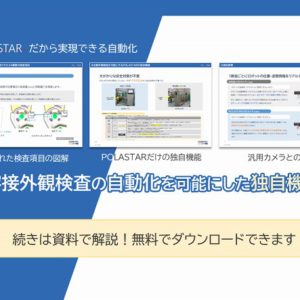
溶接外観検査の”自動化”を可能にした独自機能 2022.07.28【POLASTAR-三次元計測】 HOME ブログ 【POLASTAR-三次元計測】 溶接外観検査の”自動化”を可能にした独自機能 産業用パソコンの処理速度が向上したことで、3D(三次元)を用いた外観検査が採用されるケースが増えてきました。3Dは高さの情報を持っていることから、検査員による目視検査が当たり前とされていた、溶接部の外観検査を自動化するには適した方法と言えます。コアテックが販売している、POLASTAR溶接検査システムの特長と汎用タイプの3Dカメラヘッドとの違いを比較しながら解説します。 【無料ダウンロード】 溶接外観検査の自動化を可能にしたPOLASTAR独自機能をご紹介 【この資料がおススメな人】 溶接の外観検査を自動化したいとお考えの方 自動外観検査機を比較検討中の方 POLASTARの検査項目の詳細を知りたい方 CONTENTSPOLASTARの測定原理光切断法で3Dスキャン1断面ごとにロボットの位置・姿勢情報をリアルタイムで取得溶接の外観検査専用で開発された32種類の検査項目汎用品の3Dカメラとの比較溶接の外観検査用に開発された32種類の検査項目一覧自動外観検査を可能にするPOLASTARの独自機能最大48TBの大容量ストレージで検査データを保存生産設備や生産管理システムに接続可能大がかりな安全対策が不要ポイントレーザーでジャストフォーカスを見える化選べる3Dカメラヘッド【無料】資料のダウンロードはこちら POLASTARの測定原理 光切断法で3Dスキャン 「光切断法」とはライン状のレーザ光源を検査ワークに照射し、その反射光を高さデータ(プロファイル)として取得する方法です。ワークとの距離は三角測量に基づいて測定します。 1) ラインレーザー(赤色)を当てて、内蔵エリアカメラ(青色)がレーザーの形状を読み取る 2)1断面を取得し、データ化。これを連続で行う。 3)連続で取得したデータを並べることで3Dデータ化 1断面ごとにロボットの位置・姿勢情報をリアルタイムで取得 汎用品の3Dカメラ(光切断法) ロボットの座標をリアルタイムに取得できないから… ロボットの位置情報をリアルタイムに取得できないため、3Dデータ化した際に、溶接ビード形状は失われてしまい、全てのデータが1直線で表現されます。 また、溶接のルート線にカメラの方向や姿勢を合わせる必要があり、ロボットのティーチングが煩雑になりやすい傾向があります。 POLASTARの3Dカメラ(光切断法) ロボットの座標をリアルタイムに取得できるから… POLASTARはロボットの座標を元に3Dデータ化するため、溶接ビードの形状がそのまま再現されます。 また溶接のルート線にカメラの方向や姿勢を合わせる必要が無いため、制約が出やすい複雑な形状のワークでも、無理なくスキャンすることができます。 溶接の外観検査専用で開発された32種類の検査項目 汎用品の3Dカメラとの比較 汎用品の3Dカメラ 溶接の外観検査専用ではないから… 「2点間の距離の測長」や、「エッジ検出機能」などを搭載している商品が多くあります。しかしこれらの機能を組合せ、“溶接の外観検査項目”として仕上げる作業は、ユーザー様で行う必要があります。 POLASTAR 溶接の外観検査専用で検査項目を用意しているから… 溶接の外観検査用に開発した検査項目を32種類を標準搭載しています。 だから最短工数で、外観検査の自動化が可能です。 溶接の外観検査用に開発された32種類の検査項目一覧 アーク溶接、テーラードブランク、レーザー溶接で使われる検査項目32種類をご用意しました。 溶接ビード単位で、必要な検査項目をお客様自身で設定いただけます。 各検査項目がどのように判定しているのかはこちらの資料にて解説しています 自動外観検査を可能にするPOLASTARの独自機能 最大48TBの大容量ストレージで検査データを保存 保存されるデータの種類とファイルサイズ、保存期間に合わせて最適なストレージをご提案します。 詳細は資料で解説 生産設備や生産管理システムに接続可能 コントロールBOXには外部機器と接続できるインターフェースを標準搭載しています。 だから各種フィールドネットワークを経由した情報のやりとりが可能です。 詳細は資料で解説 大がかりな安全対策が不要 POLASTARが採用しているレーザーは「クラス2」だから、遮光対策が不要です。 詳細は資料で解説 ポイントレーザーでジャストフォーカスを見える化 ポイントレーザーが最適なフォーカス位置をガイド。だからレーザーの照射箇所を確認しながら、ロボットティーチングするだけでフォーカスが合います。 詳細は資料で解説 選べる3Dカメラヘッド ワークの形状や、検査精度に合わせて5機種の中からお選びいただけます。 標準モデル 高精度モデル 長距離モデル ワイドモデル 高精度高速モデル 詳細は資料で解説 【無料】資料のダウンロードはこちら Tweet Hatena RSS Pin it 【POLASTAR-三次元計測】 POLASTAR, 事例, 検査, 溶接, 溶接外観検査, 設備, 資料集 接写型ラインカメラの調整方法のご紹介 サーボプレスの構造とフレームタイプについて解説! 関連記事一覧 こういう溶接ビードを3Dスキャンするのが難しい…その1 2024.04.22【POLASTAR-三次元計測】 外観検査で使われる3Dカメラとは?スキャン方式の違いを解説 2023.05.30【POLASTAR-三次元計測】 溶接外観検査の自動化はPOLASTARにおまかせ! 2021.12.03【POLASTAR-三次元計測】 溶接検査とは?手法とFAで増えている自動外観検査装置 2023.02.01【POLASTAR-三次元計測】