サーボプレスの導入はコストダウンにつながるのか?
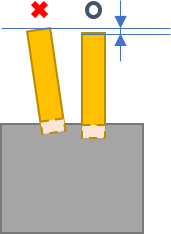
シャフトが少し倒れた斜めの状態で圧入してしまうと、部品の歪みや破損、正確な位置まで圧入されない、圧入される側の部品が歪むなどの不良の原因となります。
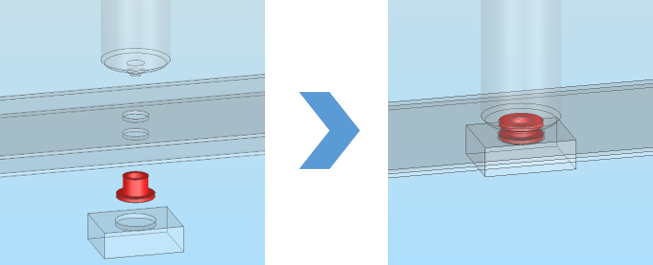
■ワーク倒れの検出イメージ
ブロックにシャフトを圧入するワークを例に解説します。
作業者による手置き工程であったため、シャフトの角度にバラつきが発生してしまいます。ワークが倒れると、本来は接触するはずのないストローク位置で荷重を検知し、NG判定に利用します。
一般的にサーボプレスは、ロードセルで計測された荷重値とストロークを収集しています。事前にしきい値を設定しておけば、サーボプレスを稼働させるごとにOK/NG判定を行うことができます。 コアテック製のACサーボプレス、マルチプレスを導入されたお客様のほとんどが、OK/NG機能を使用され、生産性向上のお…